| タイトル | |
| 開く | |
| 保存 | |
| OK | |
| キャンセル |
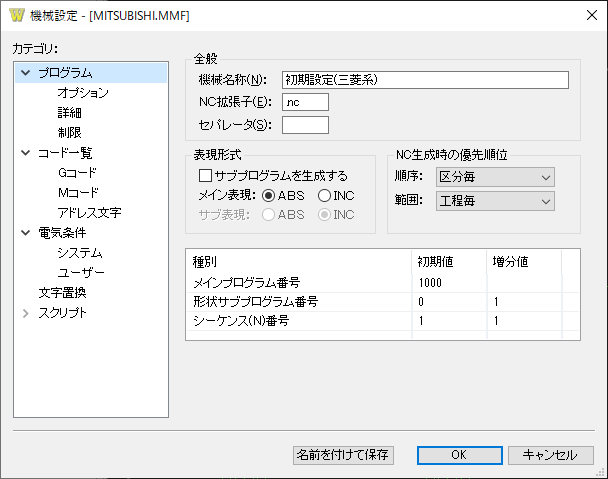
| 全般 | 機械名称 | |
| NC拡張子 | ||
| セパレータ | ||
| 表現形式 | サブプログラムを生成する | |
| メイン表現 | ABS | |
| INC | ||
| サブ表現 | ABS | |
| INC | ||
| NC生成時の優先順位 | 順序 | |
| 範囲 | ||
| 種別 | メインプログラム番号 | |
| 形状サブプログラム番号 | ||
| シーケンス(N)番号 |
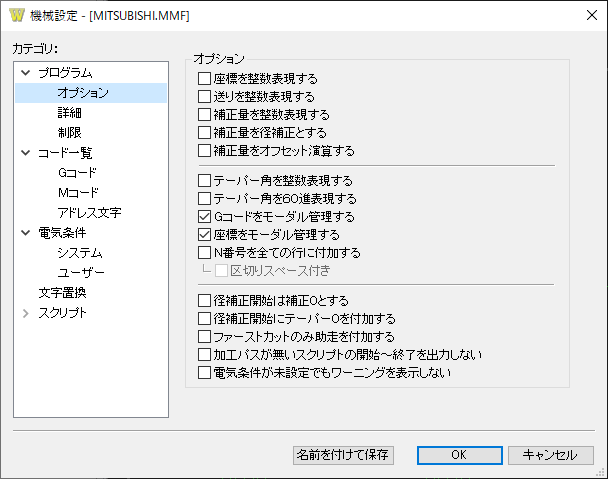
| オプション | 座標を整数表現する |
| 送りを整数表現する | |
| 補正量を整数表現する | |
| 補正量を径補正とする | |
| 補正量をオフセット演算する | |
| テーパー角を整数表現する | |
| テーパー角を60進表現する | |
| Gコードをモーダル管理する | |
| 座標をモーダル管理する | |
| N番号をすべての行に付加する | |
| 区切りスペース付き | |
| 径補正開始は補正0とする | |
| 径補正開始にテーパー0を付加する | |
| ファーストカットのみ助走を付加する | |
| 加工パスがないスクリプトの開始~終了を出力しない | |
| 電気条件が未設定でもワーニング表示しない |

| 円弧命令 | IJ指定 | 全円は2分割する |
| 値がゼロでも出力する | ||
| G90/G91に依存する | ||
| R指定 | 限界開き角 | |
| 最大半径 | ||
| 最短円弧長 | ||
| 実数表現 | 小数点以下桁数 | |
| UV命令 | UV出力規則 | |
| 近似トレランス | ||
| 全行にUV出力する |

| 有効範囲 | 送り |
| テーパー角度 | |
| 時間計算の情報 | 早送り速度 |
| ワイヤー挿入時間 |

| Gコード | |
| 変数名 | |
| 説明 | |
| 備考 |
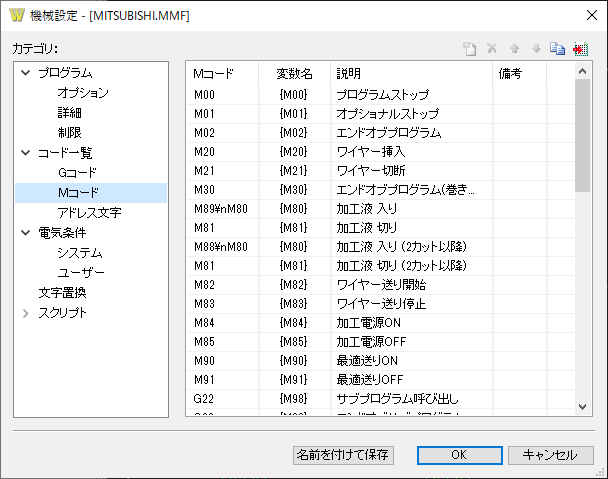
| Mコード | |
| 変数名 | |
| 説明 | |
| 備考 |
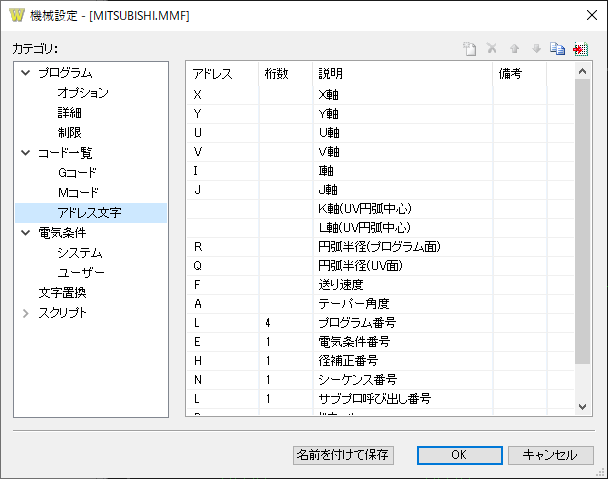
| アドレス | |
| 桁数 | |
| 説明 | |
| 備考 |
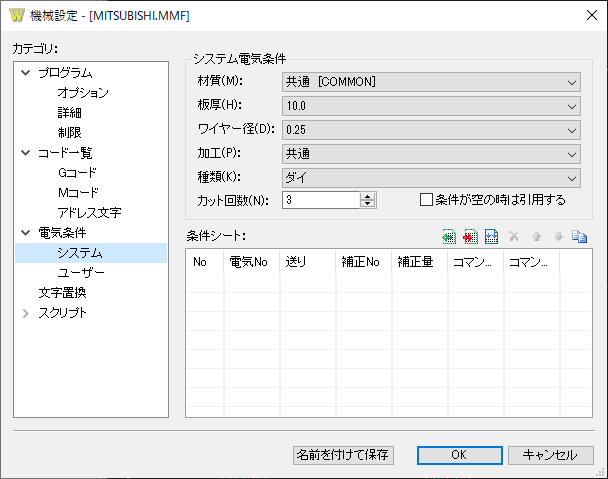
| システム電気条件 | 材質 |
| 板厚 | |
| ワイヤー径 | |
| 加工 | |
| 種類 | |
| カット回数 | |
| 条件が空の時は引用する | |
| 条件シート | No |
| 電気No | |
| 送り | |
| 補正No | |
| 補正量 | |
| コマンド1 | |
| コマンド2 |

| ユーザー電気条件 | No |
| 名称 | |
| 回数 | |
| コメント | |
| ステップ区分 | No |
| 電気No | |
| 送り | |
| 補正No | |
| 補正量 | |
| コマンド1 | |
| コマンド2 |
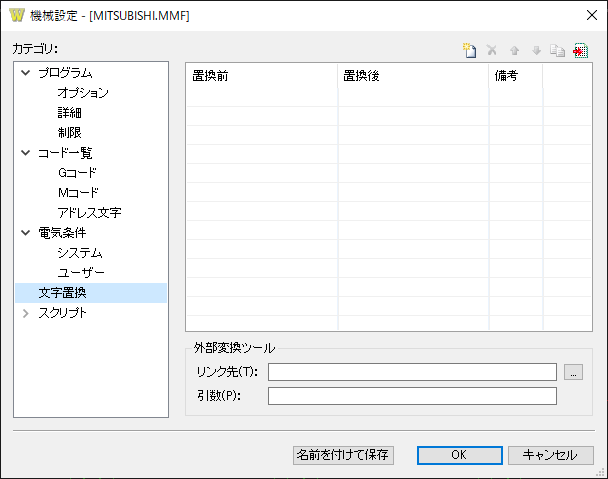
| 置換前 | ||
| 置換後 | ||
| 備考 | ||
| 外部変換ツール | リンク先 | |
| 引数 |

| 名称 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 変数名 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| フォーマット | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 備考 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
スクリプト |
▶詳細▼詳細
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||





コメント
最新を表示する
NG表示方式
NGID一覧